
導讀:高真空壓鑄技術及高強韌壓鑄鋁合金應用于我國汽車制造業中,可以提高我國汽車行業的競爭力,充分展現我國汽車制造業的強勢,為我國企業制造業實現可持續 、穩定發展目標提供充分的保障。
1、金屬型低壓鑄造工藝技術
低壓鑄造工藝是由英國人 EF.LAKE 于 1910 年提出并申請專利的一種鑄造成形工藝, 該工藝的主要工作原理是:坩堝中的金屬液在壓力的作用下沿升液管自下而上克服重力及其它阻力充填鑄型,并在壓力下獲得鑄件 。該工藝是目前汽車制造領域應用廣泛的鋁合金鑄造成型工藝技術,被廣泛應用于汽車輪轂、發動機缸體、缸蓋等鑄件,獲得了很好的應用效果。金屬型低壓鑄造工藝是其中較為重要的一種,它可利用金屬型較強的激冷作用,提高鑄件的凝固速度,從而獲得性能較高的鑄件,是汽車底盤安保鋁合金鑄件較為適宜的鑄造工藝技術。
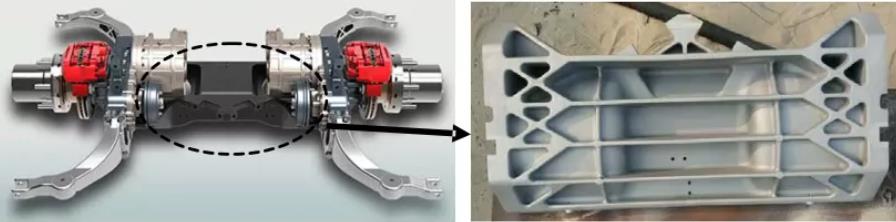
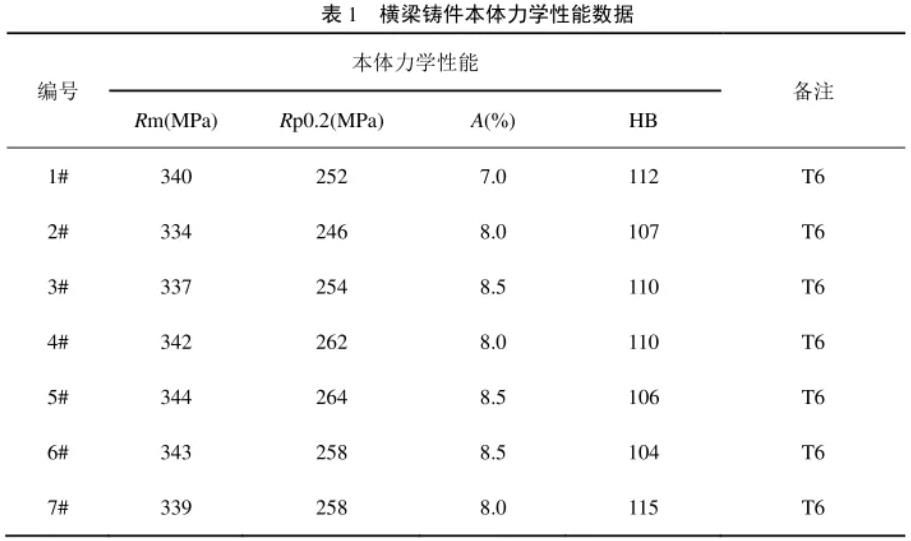
國內沈陽鑄造研究所利用該工藝技術為某電動汽車制造企業開發出底盤橫梁鑄件(如圖1所示),經檢驗,鑄件本體力學性能可滿足設計單位提出的技術指標要求(表1為橫梁鑄件本體解剖性能),并經用戶單位臺架檢測,鑄件可以滿足裝車要求。
金屬型低壓鑄造工藝技術是一種較為成熟的鋁合金鑄造成形技術,將它作為國內汽車底盤安保鋁合金鑄件的典型工藝,可節省大量新工藝技術的開發時間,并可在短時間內形成批量生產能力。但是,采用低壓鑄造工藝技術開發的鋁合金鑄件存在伸長率偏低問題,無法滿足一部分要求較高的底盤鋁合金鑄件的要求,因此,提高鑄件伸長率是使低壓鑄造工藝普遍應用于汽車底盤安保鋁合金鑄件開發及生產中的首要任務。
2、差壓鑄造工藝技術
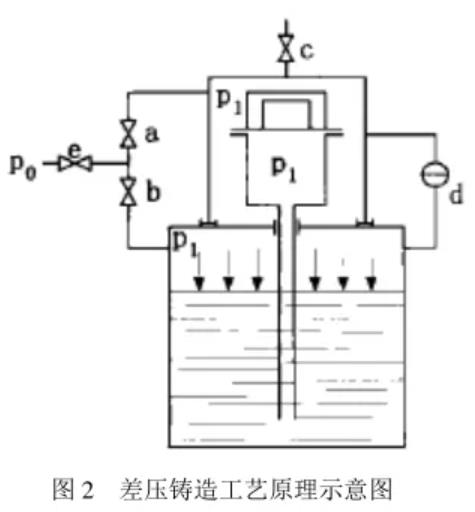
20世紀60年代,差壓鑄造工藝技術誕生。該工藝技術隸屬于低壓鑄造,根據壓差形成方式的不同,可分為增壓法和減壓法。這兩種方法的不同之處在于,一個是增壓,一個是減壓,但原理類似,都是通過向密封罩注入壓縮氣體,然后保持壓力不變后再繼續加入壓縮氣體。形成的壓力差就是差壓鑄造的主要工藝原理,其優勢在于逐漸由于受到了較大的壓力,因此凝固后的鑄件的耐用性將得到大幅度提高,質量也有很大的保證。
德國凱世曼鑄造集團(The KSM Castings Group)是世界范圍內利用差壓鑄造工藝生產汽車底盤鋁合金鑄件的領先單位,開發出多種底盤安保鋁合金鑄件, 并已建成了具有批量生產能力的差壓鑄造生產單元,如圖 3 所示。所開發的汽車底盤安保鋁合金鑄件(如圖 4 所示) 已被應用于大眾、 寶馬、 奔馳等多種車型,獲得了很好的減重和使用效果。

3、VRC/PRC鑄造工藝技術
VRC/PRC 鑄造工藝技術又稱為真空無冒口鑄造/壓力無冒口鑄造,該工藝技術是美國 Aloca 公司于1985 年在反重力鑄造工藝的基礎上開發出的一種新型工藝技術 。
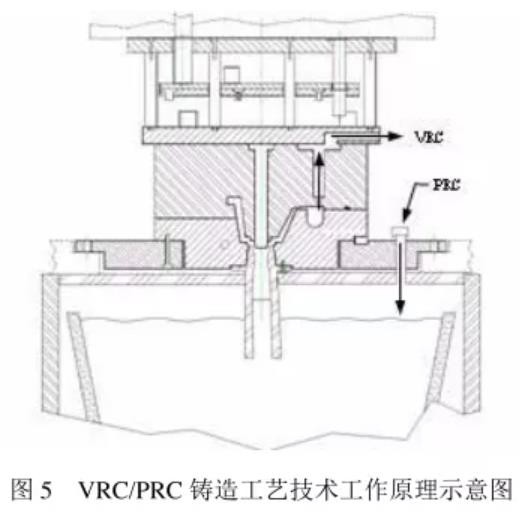
該工藝技術主要工作原理是:采用一個變頻真空系統與模具相連接,將模具型腔中的氣體全部抽出,保證金屬液在充型的過程中平穩流動并且不產生氧化夾雜。當鑄型充滿之后,在金屬熔體的表面施加壓力用來凝固補縮,從而保證獲得組織致密的鋁合金鑄件。另外,在金屬模具中設置多個水冷回路, 使鑄件形成快速、 漸進、 “自頂向下”的定向凝固順序,獲得批量接近零縮孔的鑄件, 并縮短循環周期, 圖 5 為 VRC/PRC 鑄造工藝技術工作原理示意圖。
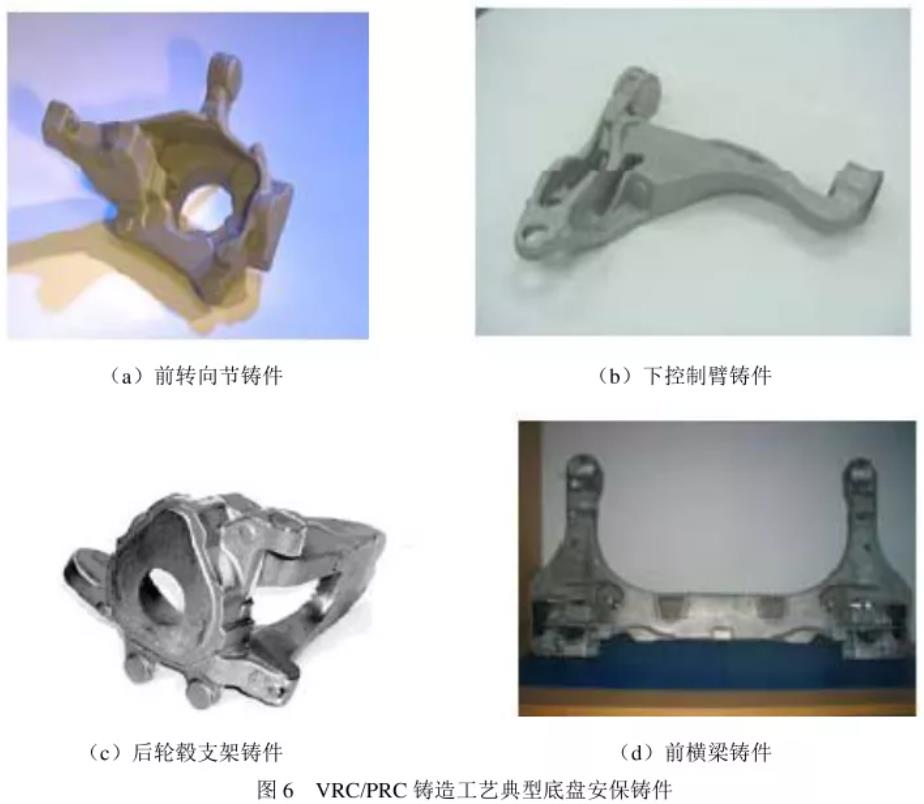
Aloca 公司已利用該工藝技術,建立了具備批量生產能力的自動鑄造單元,生產了近 4000 萬個汽車底盤安保鋁合金鑄件,如控制臂、轉向節、輪廓支架等,如圖 6 所示,已被應用于福特、通用等多種車型,獲得了很好的減重和使用效果。
VRC/PRC 鑄造工藝技術是一種先進的鋁合金鑄造成形技術,利用該工藝所開發的鋁合金鑄件具有本體力學性能高、內部質量好、尺寸精密、適合自動化批量生產等特點。國內可在現有反重力鑄造工藝的基礎上借鑒該技術,開發出適合國內生產實際的具有我國特色的 VRC/PRC 鑄造工藝技術,滿足國內汽車底盤安保鋁合金開發及生產的需要。
4、擠壓鑄造工藝技術
擠壓鑄造工藝技術是生產高性能要求鋁合金的典型工藝技術。一是直接擠壓鑄造技術。該技術主要工作原理離不開沖頭施力,金屬液體在壓力下凝固。直接擠壓鑄造技術適合結構簡單的鑄件。二是間接擠壓鑄造。該技術的主要原理是通過將模具和模,金屬液在壓力的作用下充型和凝固。間接擠壓鑄造技術主要用作制造復雜的鑄件。擠壓鑄造工藝技術制造出的鑄件,不僅性能良好,質量過硬,其應用范圍較為廣泛,一些國外的汽車鑄件已經開始應用此技術,收到了不錯的效果。
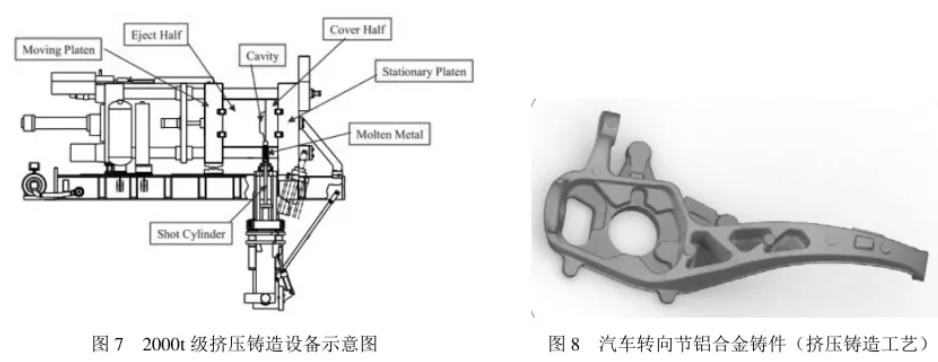
圖 7 為美國 Formcast 公司開發的 2000t 級臥式擠壓鑄造設備,其主要工作原理是:利用擠壓活塞將壓室內的金屬液推動到模具型腔之內,并持續保持壓力,直至金屬液凝固完畢。利用該工藝設備,Formcast公司已開發出多種類型的汽車底盤安保鋁合金鑄件(如圖 8 所示),并已為多家大型汽車制造商供貨。
在中國,利用液態金屬擠壓鑄造工藝技術開發汽車底盤安保鑄件也收到了一定的效果。如:
東風汽車鋁合金轉向節
采用A356鋁合金擠壓鑄造工藝生產轉向節,根據乘用車底盤零部件的8種典型工況對初步結構進行強度分析,根據CAE分析結果優化結構,經過多輪優化最終得到鋁合金轉向節優化數模和鑄件如圖1(a)、1(b)所示,重量為2.19Kg,減重比例達56.6%。
轉向節優化數模8種典型工況CAE分析結果如表2所示,應力分布均滿足要求,小于技術條件要求的A356材料屈服強度230Mpa。
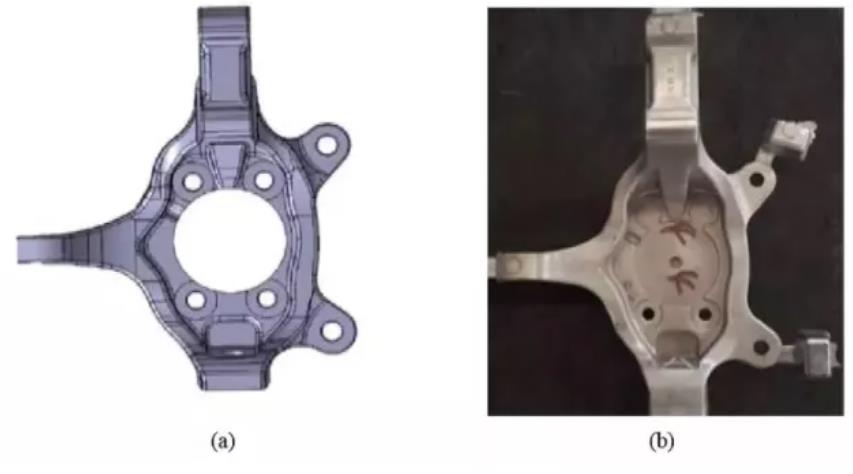
圖9 左轉向節設計模型
表2 鋁合金轉向節優化模型分析結果

轉向節采用宇部HVSC-800PL臥式擠壓鑄造機生產,在模具設計上采用間接擠壓工藝布置。對鋁合金轉向節擠壓鑄造工藝進行前期模擬分析,結果表明,凝固過程中最后的液相區在零件前輪中心中部偏下,鑄件熱節也在此處集中,存在縮孔或縮松的危險,為保證充型平穩及凝固能夠很好的補縮,中間與輪轂連接的圓孔部位進行填實處理,結合水冷加局部擠壓進行改善。由于前期工作做的仔細認真,后期實驗中除在模具上加開排氣槽和修改擠壓銷間隙外,整個過程基本沒出現大的麻煩。
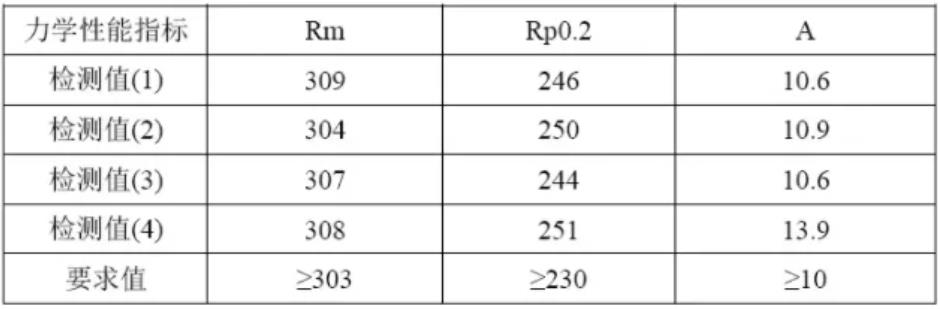
擠壓鑄造轉向經T6熱處理,固溶溫度為530℃保溫480min,40℃水冷,失效溫度為180℃保溫360min。從鑄件本體取樣測試力學性能,取樣位置見圖10所示。材料拉伸性能檢測結果如表3所示,達到設計要求。
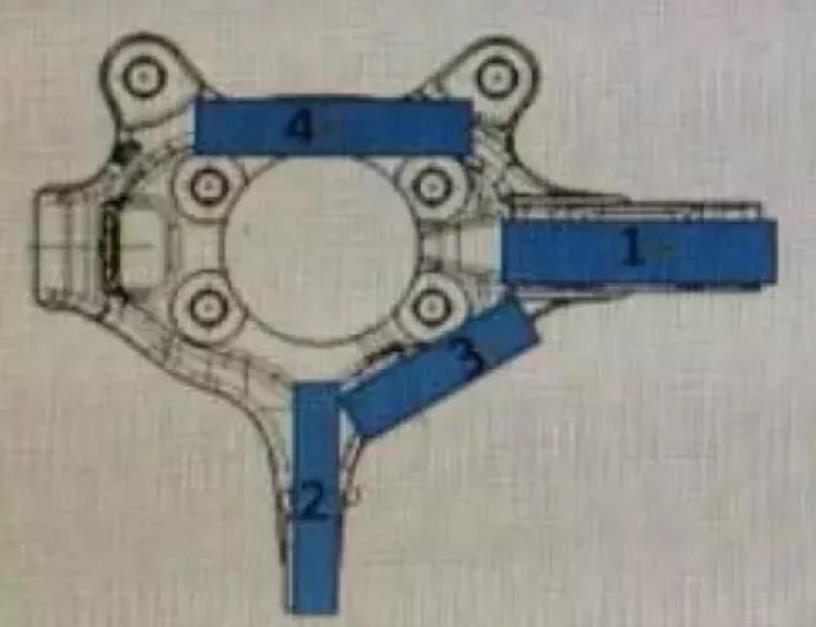
圖10 拉伸試驗取樣位置
表3 鋁合金轉向節材料力學性能檢測結果
對擠壓鑄造鋁合金轉向節樣件加工并與對偶件裝配后進行臺架試驗,測試儀器為SCHENCK生產的160KN/100mm液壓伺服試驗設備。試驗加載力的大小、方向、加載頻率等試驗參數均與原鑄鐵轉向節相同。對轉向節進行典型工況的靜強度及疲勞耐久試驗,樣件均未出現裂紋、變形等不符合狀況,通過了臺架試驗。
廣汽汽車鋁合金轉向節
零件的技術要求:抗拉強度σb≧310MPa,A≧8%,σ0.2≧250MPa。首先對零件進行結構設計,材料選用鑄造鋁合金 A356;設計重量3197g (約3.2Kg較鑄鐵版本減重超過50%),結構如圖3所示。設計指標:擠壓鑄造鋁合金轉向節抗拉強度大于340MPa,屈服強度大于250MPa,伸長率≥10% 模具壽命≥8萬,廢品率<2.3%,擠壓鑄造周期120S。

圖11 MEH前轉向節擠壓鑄造件結構設計
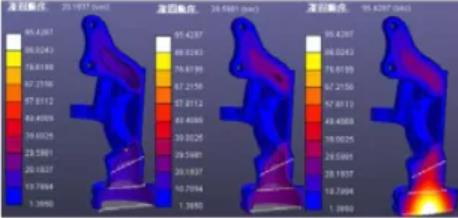
經對鋁合金轉向節不同工況受力CAE分析,如圖12和13所示。得到強度分析結果如表4
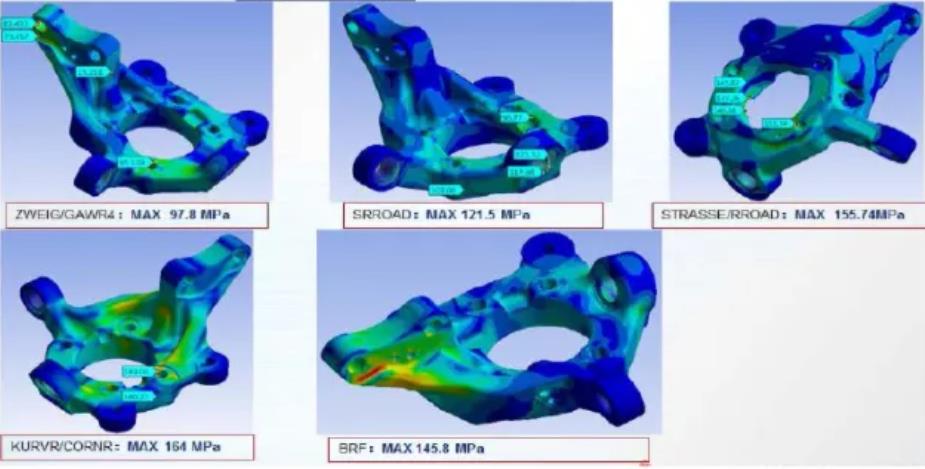
圖12轉向節強度分析結果-應力云圖
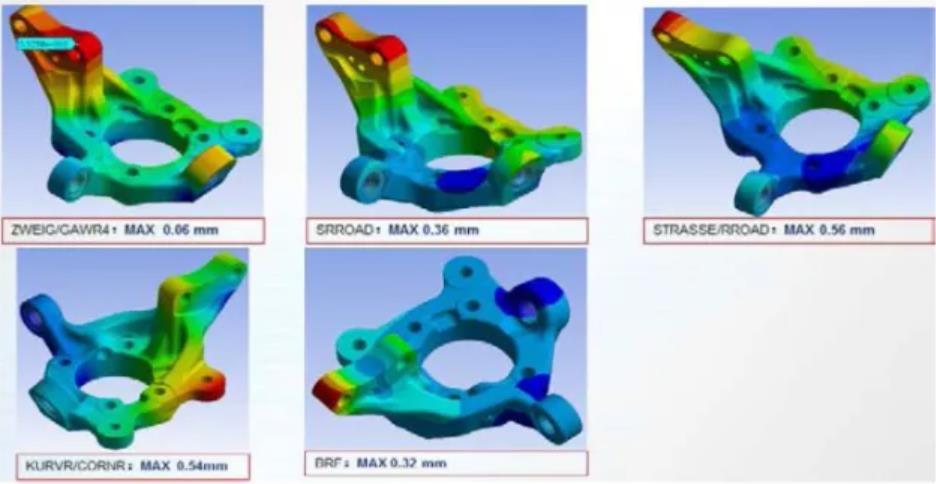
圖13 轉向節強度分析結果-位移云圖
表4 轉向節強度分析結果

經對轉向節擠壓鑄造過程的數值模擬,充型過程平穩,沒有卷氣和成型不良現象,凝固過程也沒有液相孤島存在,如圖14所示。由于有前期東風汽車擠壓鑄造鋁合金轉向節的研究工作基礎,在廣汽汽車轉向節的擠壓鑄造工藝實驗階段進展非常順利。基本實現一次試模成功。
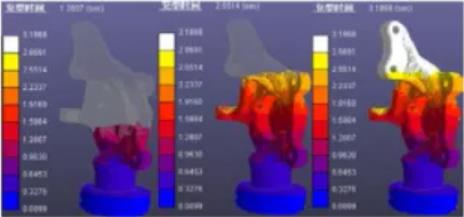
(a)充型過程模擬結果
(b)凝固過程模擬結果
圖14 轉向節擠壓鑄造件數值模擬結果
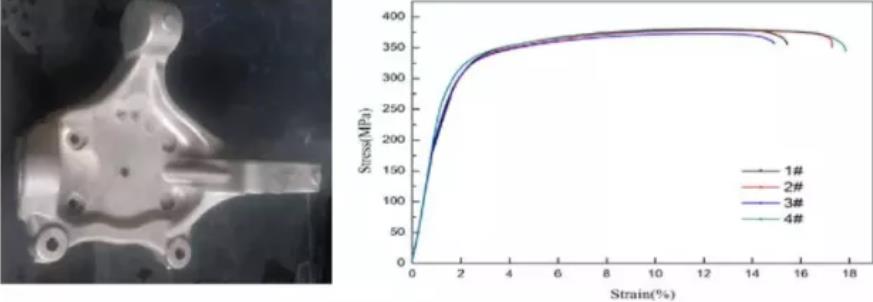
圖15 廣汽汽車轉向節 圖16 應力-應變曲線
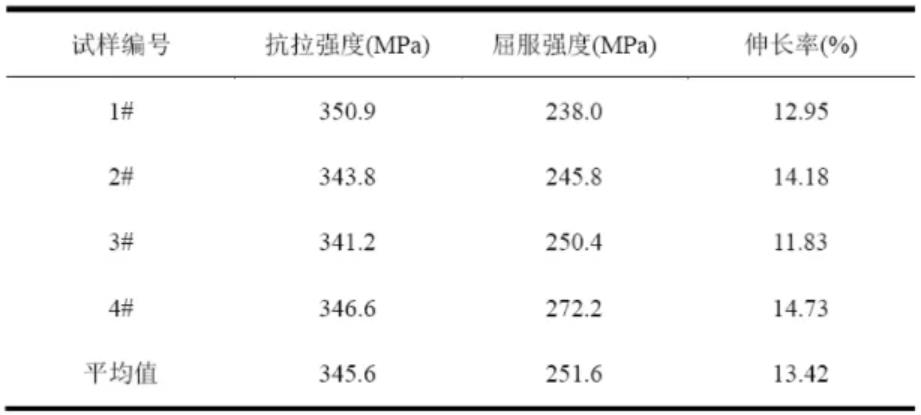
經對廣州汽車擠壓鑄造鋁合金轉向節力學性能測試,結果如表5;應力-應變曲線如圖16。
表5 擠壓鑄造A356.2鋁合金拉伸試棒的力學性能
5、半固態鑄造工藝技術
半固態鑄造工藝技術是 20 世紀 70 年代初由美國麻省理工學院的研究人員提出的一種嶄新的金屬成形工藝,其主要原理是:在金屬凝固過程中, 對其施以攪拌或攪動作用,改變初生相的形和長大過程,得到液態金屬母液中均勻地懸浮著一定球狀初生相的固液混合漿料,該混合漿料具有較好的流動性,可滿足形狀復雜鑄件的成型要求 。
半固態成型技術分為兩種類型,一種為“流變成形”,即將半固態漿料直接進行成形;另一種為“觸變成形”,即將半固態漿料完全凝固成固態坯料, 再按需要將此金屬坯料分切成一定大小,使其重新加熱至金屬的固液兩相區, 利用半固態金屬坯料進行成形。由于“觸變成形”工藝成本較高,且工藝控制復雜,目前使用的較少, “流變成形”工藝是應用較為廣泛的半固態成形工藝。
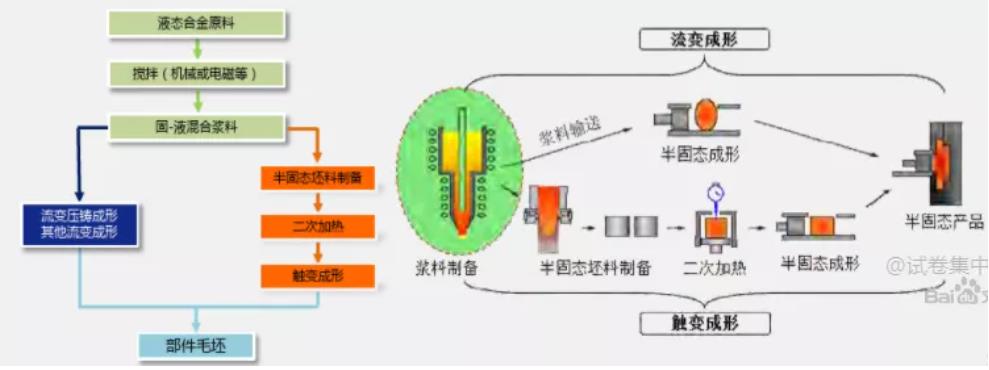
國外根據半固態制漿原理開發出了多種制漿工藝,并結合壓鑄工藝和擠壓鑄造工藝,形成了多種半固態流變成形工藝技術,如美國麻省理工學院開發的“攪拌式流變成形技術”(簡稱 SSR)、日本 UBE 公司開發的“傾斜板澆注式流變成形技術”(簡稱 NRC)、加拿大 Alcan 公司開發的偏旋熱焓平衡式流變成形工藝(簡稱 SEED)等,利用這些工藝開發出多種汽車底盤安保鋁合金鑄件。其中,美國麻省理工學院開發的SSR 工藝是目前較為成熟的半固態流變成形工藝,下圖是該工藝流程圖,首先將低過熱度的合金液澆注到制備坩堝中,利用石墨攪拌桿對坩堝中的合金液進行短時弱機械攪拌,使合金熔體冷卻到液相線以下;然后移走攪拌器,待坩堝中的半固態合金液靜態冷卻到預定的溫度或固相分數后,將其傾入壓鑄機壓室,進行流變壓鑄成形 。目前,該工藝已在 Idra 公司實現了產業化生產。
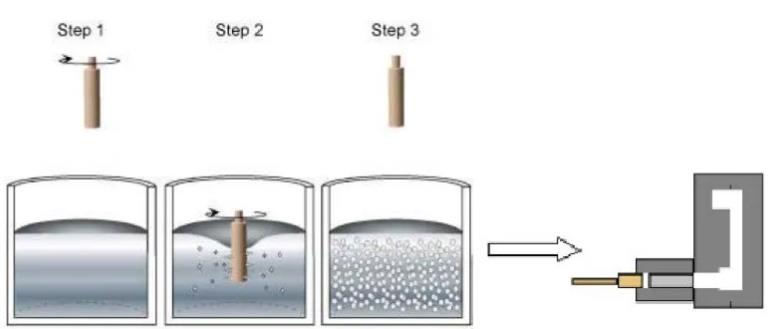
SSR 流變成形工藝技術示意圖

Idra 公司 SSR 自動鑄造單元
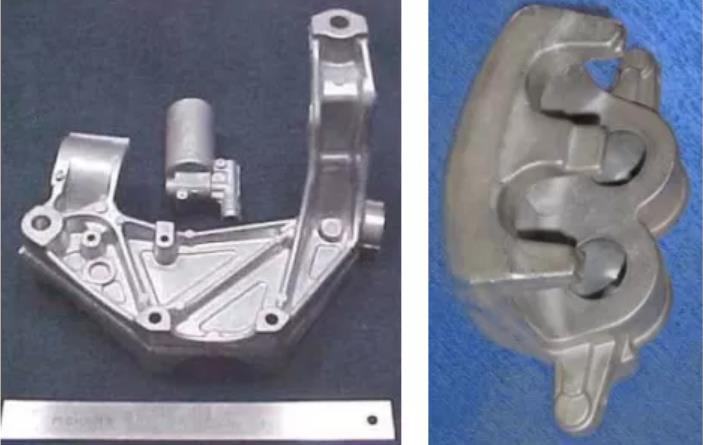
SSR 工藝生產的底盤安保鑄件
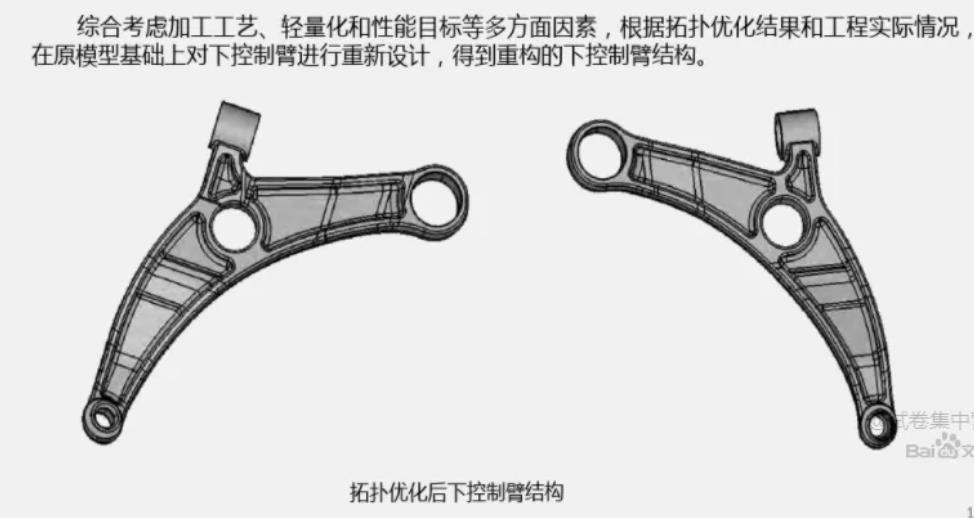
沖壓成型下控制臂

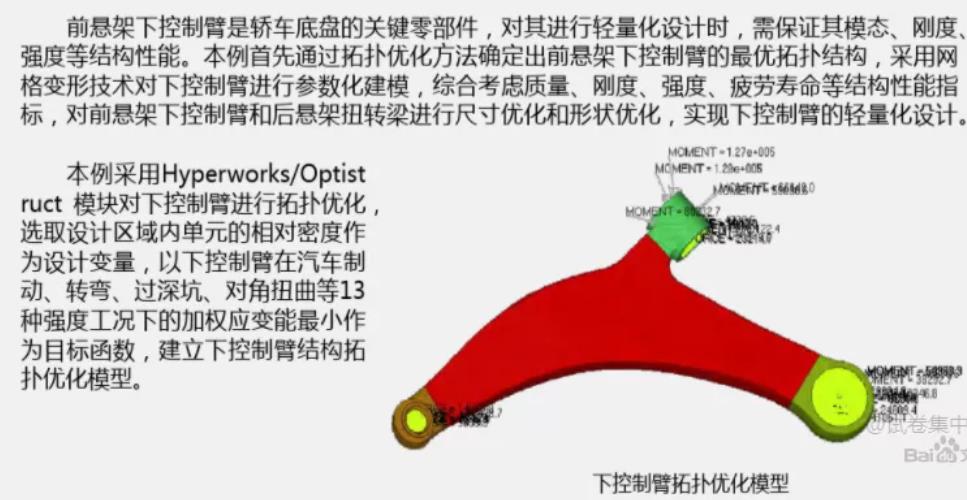
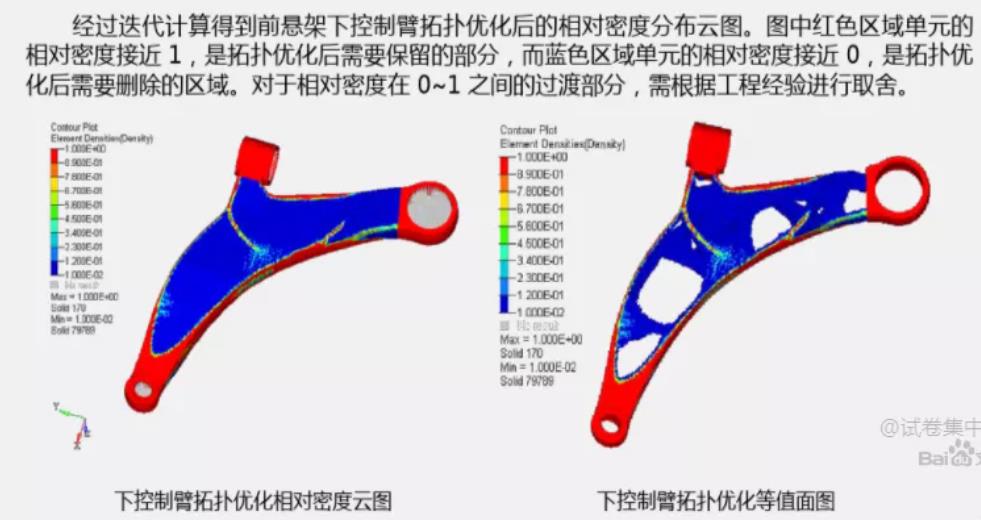
下控制臂拓撲優化
半固態鑄造工藝技術具有較多的優點:①可成形非常復雜的零件, 在充填模具型腔時不易發生噴濺,零件更致密, 可進行熱處理強化, 力學性能優異;②凝固收縮小, 易于實現近凈成形, 可大大減少零件的機加工量, 降低機加工成本等。因此, 該工藝是開發及生產汽車底盤安保鋁合金鑄件較為理想的工藝技術之一。
6、高真空壓鑄技術
高真空壓鑄法是將型腔中的氣體抽出,使填充型腔保持真空狀態 ,在真空狀態下進行金屬液填充工作,由于要保證填充過程中可卷入氣體少,對鑄件力學性能要求也比較高,這在一定程度上增加了鑄件工作成型的難度。與普通壓鑄方法一樣 ,高真空壓鑄法的操作比較簡便,生產效率比較高,所以,高真空壓鑄法自從出現以來得到了非常廣泛的應用 ,也表現出非常強大的生命力。
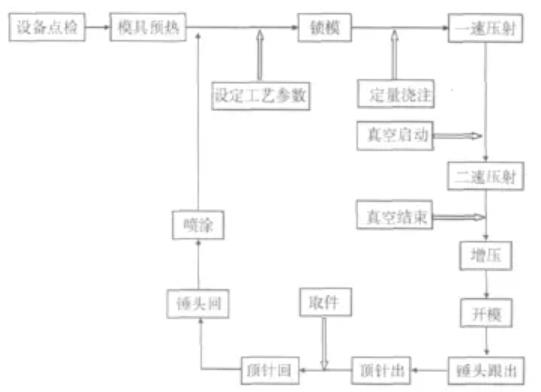
高真空壓鑄工序示意圖
高強韌壓鑄鋁合金可以滿足高真空壓鑄技術的要求,利用高強韌壓鑄鋁合金可以獲得質量非常好的壓鑄件,也可以有效減少因使用有機脫模劑時 ,高溫熔化揮發的氣體卷入鑄件內,從而提高鑄件的質量,實現工業鑄造的重要目的。
將高真空壓鑄技術及高強韌壓鑄鋁合金技術應用于汽車零部件生產上,主要用于汽車零部件的重要保安件生產制造中,如底盤懸掛梁 、三角臂以及轉向臂,這些重要零部件的生產 比較復雜,制造工藝和程序都比較繁瑣,質量難以得到保障。而利用高真空壓鑄技術及高強韌壓鑄鋁合金就可以有效提高鑄件質量,最大程度簡化鑄件鑄造程序和工藝,為汽車零件鑄造提供充分的保障。同時,將高真空壓鑄技術及高強韌壓鑄鋁合金應用于復雜汽車零部件生產中,可以有效提高汽車制造質量 ,不斷提升汽車行業的競爭優勢和競爭力,促進汽車行業的進一步發展。
將高真空壓鑄技術及高強韌壓鑄鋁合金應用于我國汽車制造業中,可以提高我國汽車行業的競爭力,充分展現我國汽車制造業的強勢,為我國企業制造業實現可持續 、穩定發展目標提供充分的保障。
來源:森蔚汽車






