
導讀:緊固件生產工藝,主要由原材料改制、毛坯成形、熱處理、組合鎖緊、表面處理以及包裝挑選6個大步驟組成。今天為大家介紹緊固件生產工藝的表面處理,解釋緊固件生產中的所用到表面處理工藝的概念和定義;同時,介紹各種工藝的特點和使用場合,分享各種工藝提供產品的對比效果圖片。
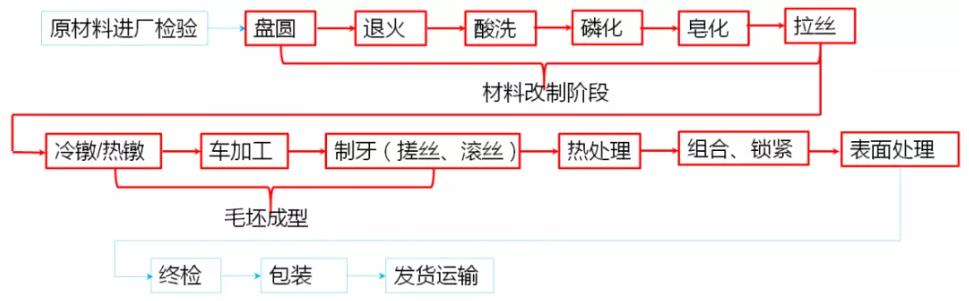
緊固件生產工藝流程如下圖:
材料表面處理是在基體材料表面上人工形成一層與基體的機械、物理和化學性能不同的表層的工藝方法。表面處理的目的,是滿足產品的耐蝕性、耐磨性、裝飾或其他特種功能要求。
幾乎所有的緊固件,都需要經過表面處理以后才能使用,良好的耐腐蝕性,是緊固件表面處理最基本的要求。表面處理的鍍層,必須附著牢固,不能在安裝和卸下的過程中脫落,對螺紋緊固件,鍍層還需足夠薄,使得鍍后螺紋仍能旋合。
一、緊固件表面處理工藝的分類
緊固件的表面處理,根據不同的分類標準有不同的叫法:
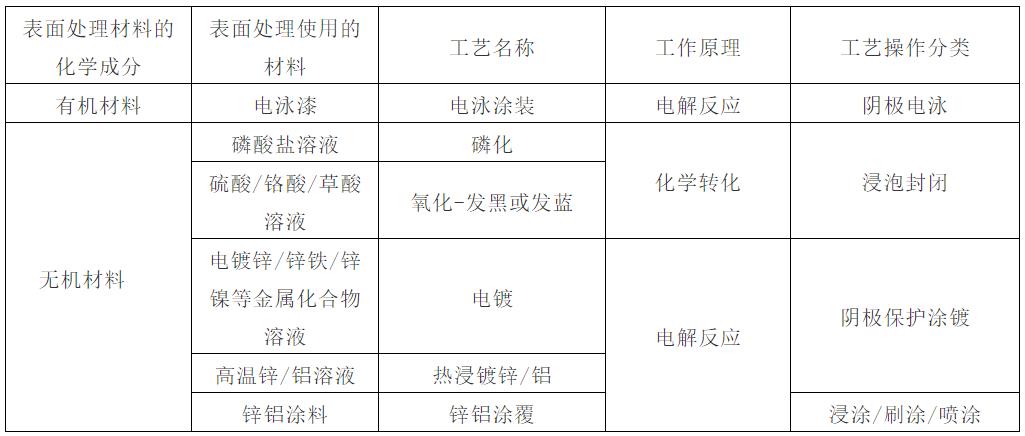
下面,對上表中的各種緊固件表面處理工藝,進行歸納總結,可以分為兩大類:表面轉化膜技術和表面覆膜技術。
二、緊固件的表面轉化膜技術
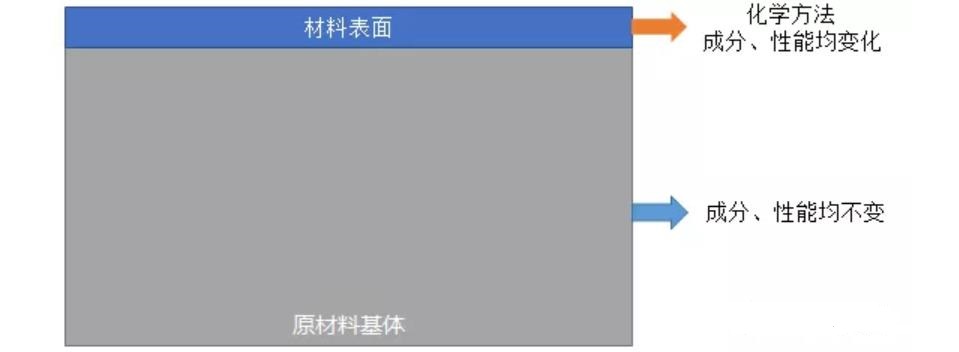
表面轉化膜技術,是通過化學方法,使添加材料與基體發生化學反應,形成轉化膜的技術。
磷化和發黑,都屬于在緊固件基體上形成轉化膜。
表面轉化膜結構原理的示意圖,如下:
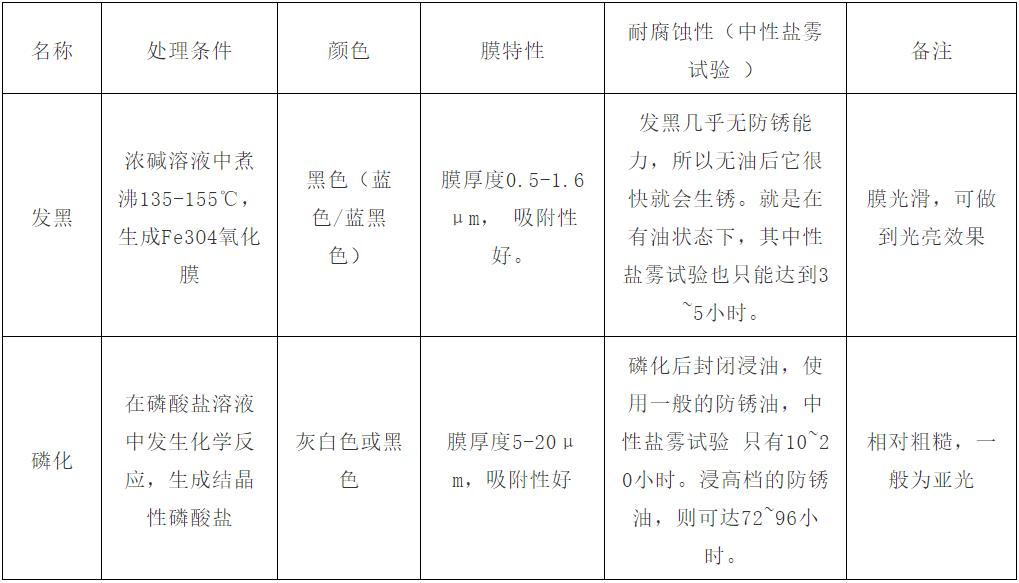
a. 發黑是化學表面處理的一種常用手段,又稱煮黑或發藍。常將工件浸入強氧化性的化學溶液中,經一定時間使表面生成一層美觀、較致密且具有防銹作用的黑色氧化鐵薄膜。發黑的工藝流程:堿水除油—水洗—酸洗—水洗—沸水加熱—氧化—水洗—皂化— 自干-浸熱油—控油。
b. 磷化是一種化學與電化學反應形成磷酸鹽化學轉化膜的過程,所形成的磷酸鹽轉化膜稱為磷化膜。

c. 緊固件很多用磷化涂油處理。因為它扭矩—預緊力一致性很好,裝配時能保證達到設計所預期的緊固要求,所以在工業中使用較多。特別是一些重要零部件的連接。如:鋼結構連接副,發動機的連桿螺栓、螺母,缸蓋、主軸承、飛輪螺栓,車輪螺栓螺母等。高強度螺栓采用磷化,還可以避免氫脆問題,所以在工業領域10.9級以上的螺栓一般采用磷化表面處理。
d. 發黑的緊固件扭矩—預緊力一致性很差。如需提高,可以在裝配時在內處螺紋上涂抹油脂后再旋合。
磷化的工藝流程: 化學除油—水洗—酸洗—水洗—中和—水洗—(表調)—磷化—連續水洗—甩干或烘干—封閉-甩干或烘干。
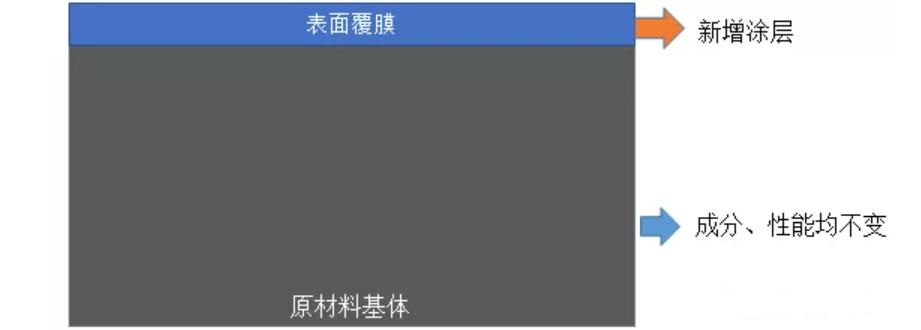
三、緊固件的表面覆膜技術
表面覆膜技術又叫表面涂(鍍)層技術,即通過物理、化學方法,使添加材料在基體表面形成涂、鍍層。
基材不參與涂層的形成。電鍍、鋅鋁涂覆和電泳都屬于表面覆膜。 表面涂覆膜結構原理的示意圖,如下:
1) 電鍍是利用電解原理,在某些金屬上鍍上一薄層其他金屬或合金的過程,使金屬或其他材料制件的表面附著一層金屬膜的工藝。常用的有電鍍鋅和電鍍鋅鎳。

1.1 鍍鋅:涂層厚度:一般在8-25μm;鹽霧試驗要求:72h-240h。電鍍鋅是商業緊固件最常用的鍍層。它比較便宜,外觀也較好看,可以有銀色、軍綠色、黑色和彩色。然而,它的防腐性能一般,其防腐性能是鋅鍍(涂)層中最低的。
1.2 鍍鋅鎳:涂層厚度:一般在8-25μm;鹽霧試驗要求:240h-1200h。鋅鎳合金鍍層經過彩色鈍化處理后在中性鹽霧下很容易通過1000小時無白銹,而鍍鋅層經彩色鈍化后能通過120小時的都不多。鋅鎳合金的缺點是成本高。它的耐蝕性與鎳含量有關。
電鍍的工藝流程: 化學除油—水洗—初端電解除油—水洗—酸洗—水洗—(終端電解除油)—水洗—活化—電鍍—水洗—出光(一般僅適用于電鍍鋅)—水洗-鈍化-水洗-封閉-烘干。
2) 鋅鋁涂覆(環保達克羅)是一種以多層超細片狀鋅、鋁和無機鹽為主要構成,經一定溫度和時間烘烤反應固化防腐蝕涂層技術。

鋅鋁涂覆涂層厚度:一般在8-25μm;鹽霧試驗要求:720h-1500h,有良好的耐腐蝕性能,耐化學穩定性和耐溫性能。扭矩預緊力一致性能很好。無氫脆問題,無需另作去氫熱處理,環境友好。 鋅鋁涂覆涂層的導電性能不是太好,因此不宜用于導電連接的零件,如電器的接地螺栓等。
鋅鋁涂覆的工藝流程: 有機溶劑除油 —機械拋丸—噴涂—烘烤—二次噴涂—烘烤—干燥 。
3)電泳涂裝是在陰陽兩極,施加于電壓作用下,帶電荷的涂料粒子移動到陰極,并于陰極表面所產生的堿性物質作用,形成不溶解物,沉積于工件表面。
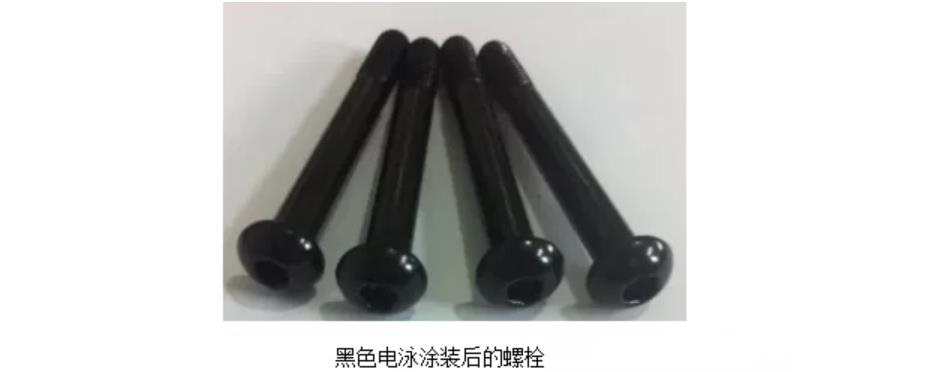
電泳涂裝常用涂層厚度:一般在20-40μm,鹽霧試驗要求:96h-480h,防腐性能好,耐鹽霧性能最高可達720h以上。硬度高,漆膜感強。耐變色,當烘烤到180℃-190℃工件不變色具有強的結合力和滲透力。
電泳涂裝的工藝流程:前處理(方式有酸洗、拋丸、磷化、電鍍或涂覆)—電泳—(R/O)水洗—后處理封閉(調整摩擦系數)—(R/O)水洗—固化。
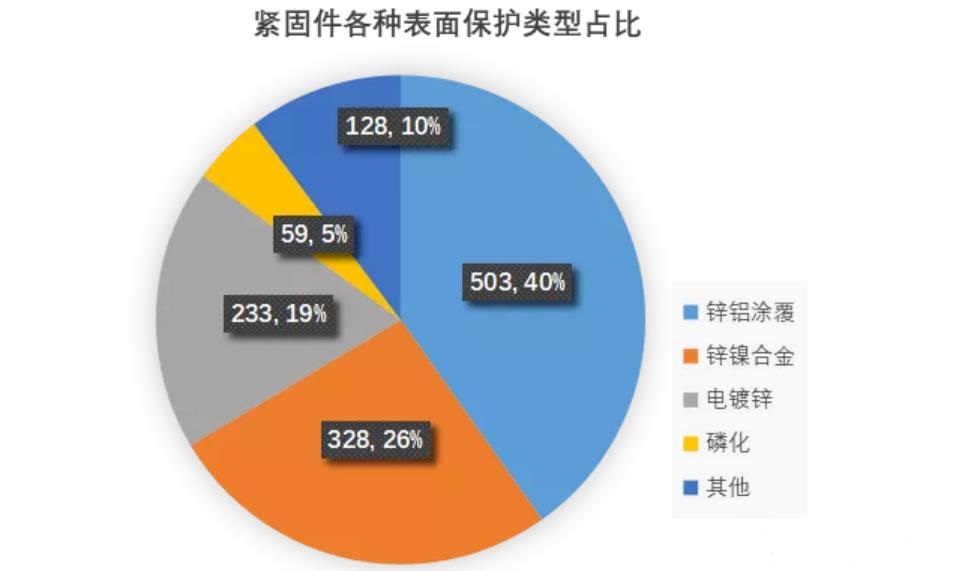
四、緊固件各種表面處理類型比例
下圖,為大眾某輛車上緊固件的用量和各種表面保護的占比,可以看出鋅鋁涂覆和電鍍合計85%。
來源:GAF螺絲君






