
導(dǎo)讀:首先要了解鋰電池單體、鋰電池模組和鋰電池包的大致區(qū)分:電池單體(cell):組成電池組和電池包的最基本的元素,一般能提供的電壓是3v-4v之間;電池組(Batteries):由多個(gè)單體集合,構(gòu)成一個(gè)單一的物理模塊,提供更高的電壓和容量;電池包(pack):一般是由多個(gè)電池組集合而成的,同時(shí),還加入了電池管理系統(tǒng)(bms)等,也就是電池廠(chǎng)最后提供給用戶(hù)的產(chǎn)品。

電池包(PACK)與底盤(pán)集成
一、PACK的組成分類(lèi)
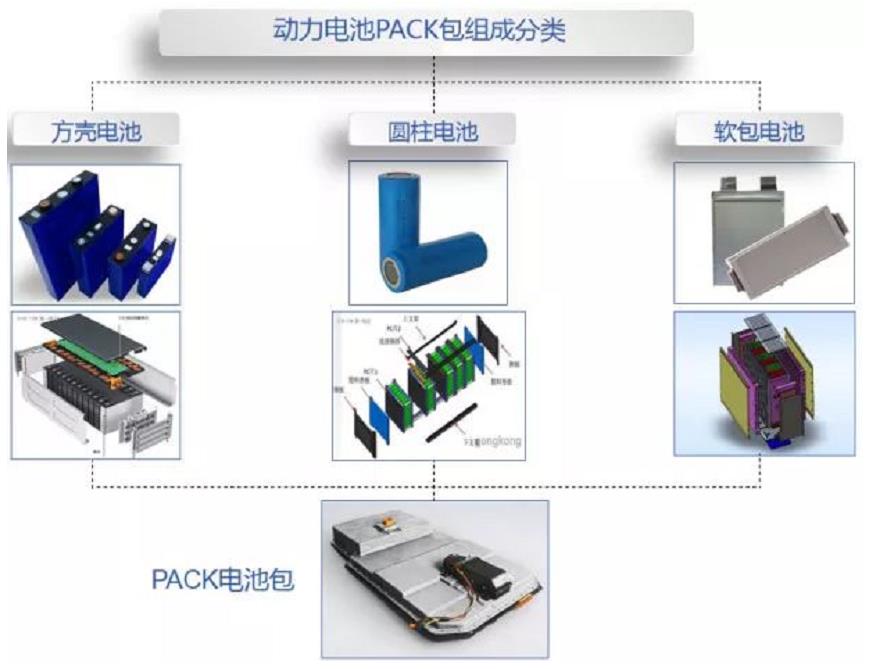
電芯作為PACK的核心組成,目前以電芯的外形分類(lèi)主流分為三大類(lèi):方殼、圓柱、軟包(聚合物電池)。正負(fù)極片通過(guò)不同的方式封裝到相應(yīng)的外殼里面。
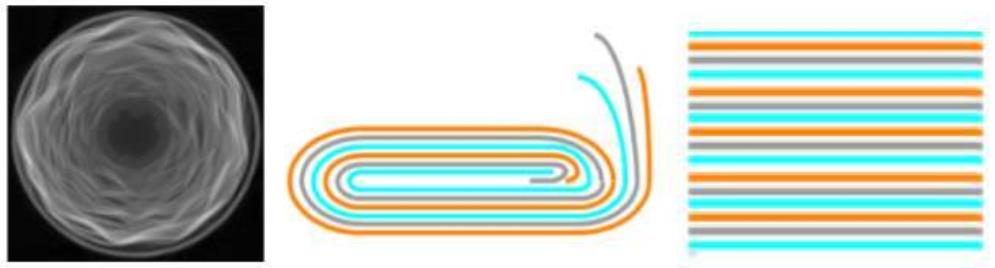
左圓柱卷繞 中-方形卷繞 右-方形層疊
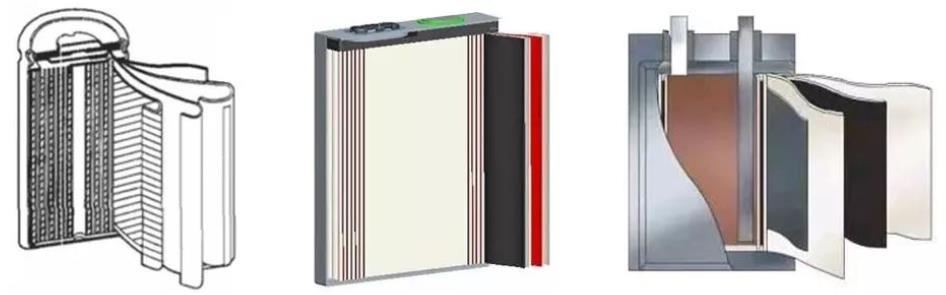
左-圓柱電芯 中-方殼電芯 右-軟包電芯
二、電池模組
通過(guò)組裝單體電芯,通過(guò)匯流排將電芯組成不同的串并聯(lián),可用螺絲鎖緊、電阻焊、超聲焊接、超聲鋁絲焊及激光焊接。
綜合考慮生產(chǎn)良率、效率及連接點(diǎn)的內(nèi)阻,目前激光焊接已經(jīng)是很多電池廠(chǎng)商的首選。
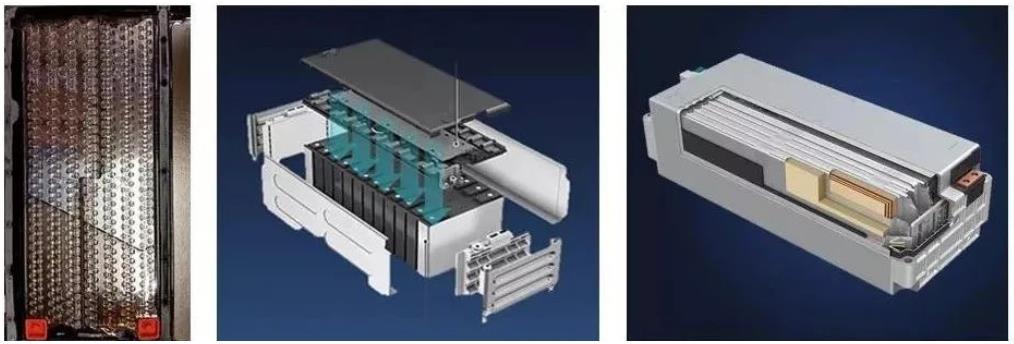
左-圓柱模組 中-方殼模組 右-軟包模組
三、PACK電池包

左-圓柱PACK 右-方殼PACK

軟包PACK
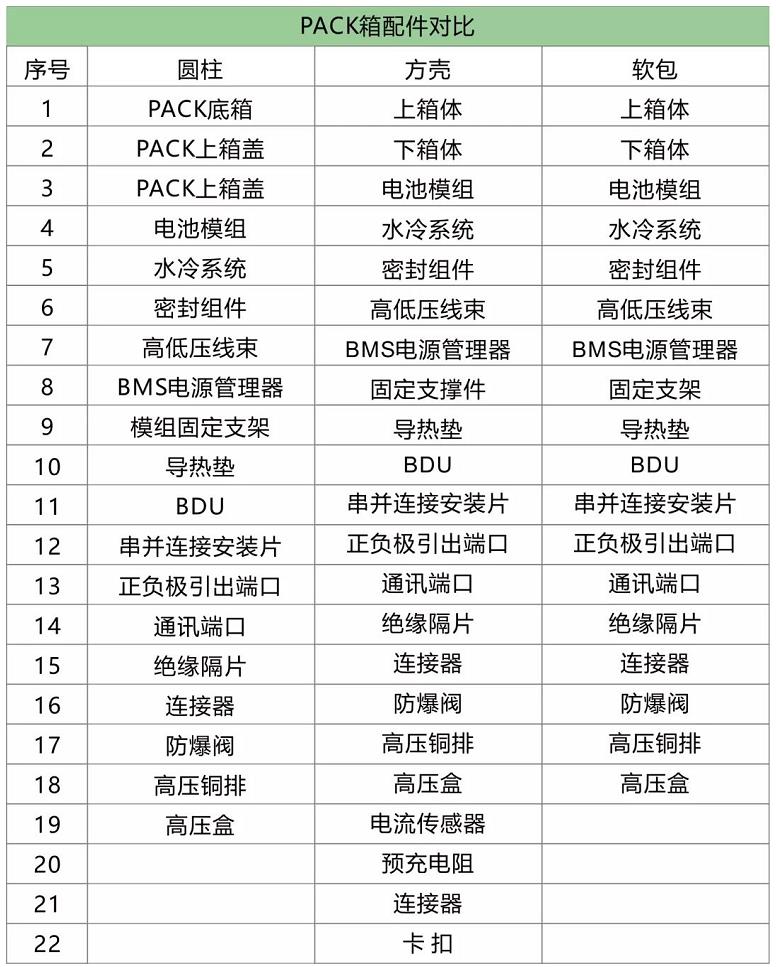
四、PACK電池包的組成
主要包括電池模塊、機(jī)構(gòu)系統(tǒng)、電氣系統(tǒng)、熱管理系統(tǒng)和BMS幾個(gè)部分。
1、電池模塊
如果把電池PACK比作一個(gè)人體,那么模塊就是“心臟”,負(fù)責(zé)儲(chǔ)存和釋放能量,為汽車(chē)提供動(dòng)力。
2、機(jī)構(gòu)系統(tǒng)
主要由電池PACK上蓋、托盤(pán)、各種金屬支架、端板和螺栓組成,可以看作是電池PACK的“骨骼”,起到支撐、抗機(jī)械沖擊、機(jī)械振動(dòng)和環(huán)境保護(hù)(防水防塵)的作用。
3、電氣系統(tǒng)
主要由高壓跨接片或高壓線(xiàn)束、低壓線(xiàn)束和繼電器組成。高壓線(xiàn)束可以看作是電池PACK的“大動(dòng)脈血管”,將動(dòng)力電池系統(tǒng)心臟的動(dòng)力不斷輸送到各個(gè)需要的部件中,低壓線(xiàn)束則可以看作電池PACK的“神經(jīng)網(wǎng)絡(luò)”,實(shí)時(shí)傳輸檢測(cè)信號(hào)和控制信號(hào)。
4、熱管理系統(tǒng)
熱管理系統(tǒng)主要有4類(lèi):風(fēng)冷、水冷、液冷、相變材料。以水冷系統(tǒng)為例,熱管理系統(tǒng)主要由冷卻板,冷卻水管、隔熱墊和導(dǎo)熱墊組成。熱管理系統(tǒng)相當(dāng)于是給電池PACK裝了一個(gè)空調(diào)。
5、BMS
Battery management system 電池管理系統(tǒng),可以看作是電池的“大腦”。主要由CMU和BMU組成。
CMU :Cell monitor Unit單體監(jiān)控單元,負(fù)責(zé)測(cè)量電池的電壓、電流和溫度等參數(shù),同時(shí)還有均衡等功能。當(dāng)CMU測(cè)量到這些數(shù)據(jù)后,將數(shù)據(jù)通過(guò)前面講到的電池“神經(jīng)網(wǎng)絡(luò)”傳送給BMU。
BMU:Battery management Unit電池管理單元。
負(fù)責(zé)評(píng)估CMU傳送的數(shù)據(jù),如果數(shù)據(jù)異常,則對(duì)電池進(jìn)行保護(hù),發(fā)出降低電流的要求,或者切斷充放電通路,以避免電池超出許可的使用條件,同時(shí)還對(duì)電池的電量、溫度進(jìn)行管理。根據(jù)先前設(shè)計(jì)的控制策略,判斷需要警示的參數(shù)和狀態(tài),并且將警示發(fā)給整車(chē)控制器,最終傳達(dá)給駕駛?cè)藛T。

PACK電池包爆炸圖
五、工藝流程
電池PACK是新能源汽車(chē)核心能量源,為整車(chē)提供驅(qū)動(dòng)電能。作為新能源汽車(chē)的核心部件,其品質(zhì)直接決定了整車(chē)性能。鋰電池制造設(shè)備一般為前段設(shè)備、中段設(shè)備、后段設(shè)備三種,其設(shè)備精度和自動(dòng)化水平將會(huì)直接影響產(chǎn)品的生產(chǎn)效率和一致性。
雖然電芯及模組種類(lèi)不同,但是PACK的組成和工藝流程大體是一樣的(并不是所有的廠(chǎng)商工藝流程一樣),下圖所示供參考。
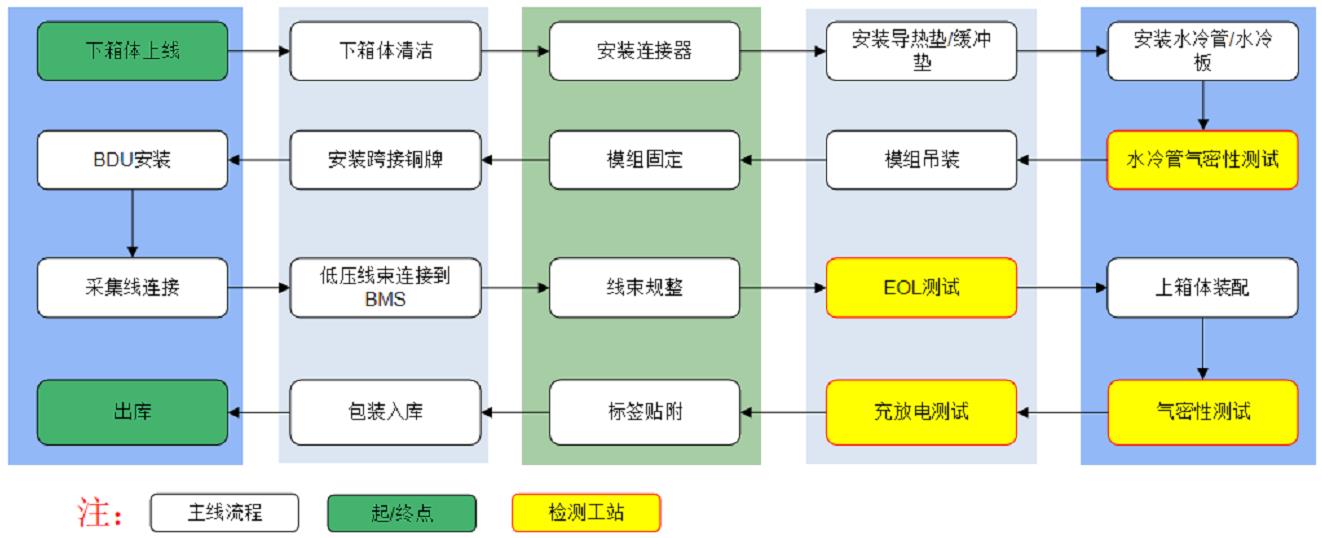
PACK裝配工藝流程
主要分為裝配工藝、氣密性檢測(cè)工藝、軟件編寫(xiě)工藝、電性能檢測(cè)工藝等。
六、產(chǎn)線(xiàn)介紹
PACK裝配過(guò)程中存在很多柔性線(xiàn)路及壓裝擰緊,要自動(dòng)化的難度較高及投入產(chǎn)出比不高,所以后段設(shè)備的自動(dòng)化程度相對(duì)于前段和中段會(huì)比較低,但是可兼容圓柱、方殼、及軟包三種PACK電池包裝配。
可能會(huì)要求自動(dòng)化的工位:
-下殼體自動(dòng)上線(xiàn)
-模組自動(dòng)上線(xiàn)入殼體
-模組固定擰緊
-上蓋上線(xiàn)及擰緊
-自動(dòng)涂A/B導(dǎo)熱膠(根據(jù)工藝而定)
-自動(dòng)涂密封膠(根據(jù)工藝而定)
-成品下線(xiàn)
另外,有些會(huì)提出銅牌安裝及螺絲擰緊、氣密性測(cè)試、EOL測(cè)試也需要自動(dòng)的方式,這種比較少,且穩(wěn)定性較難保證。
后段PACK線(xiàn)量產(chǎn)設(shè)備的主要有兩種運(yùn)轉(zhuǎn)類(lèi)型:
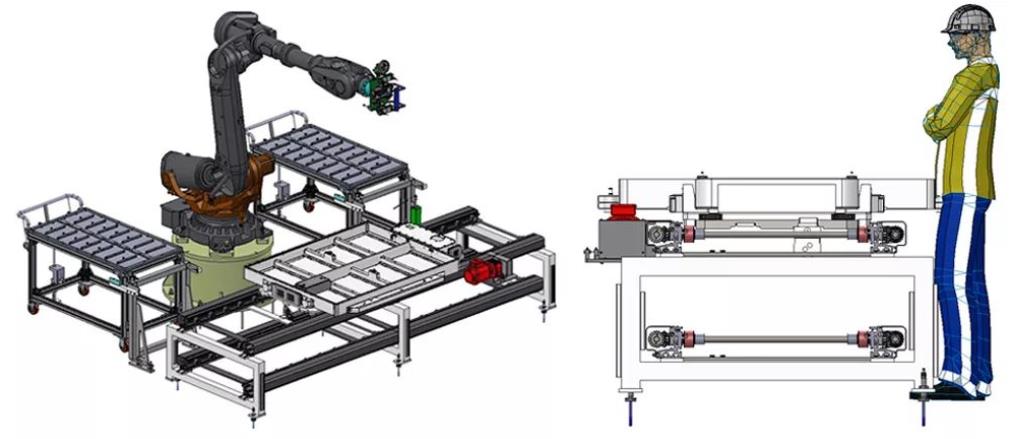
1、AGV+裝配臺(tái)車(chē)
以往主要在車(chē)廠(chǎng)使用較多,現(xiàn)電池廠(chǎng)也慢慢在推此種模式。
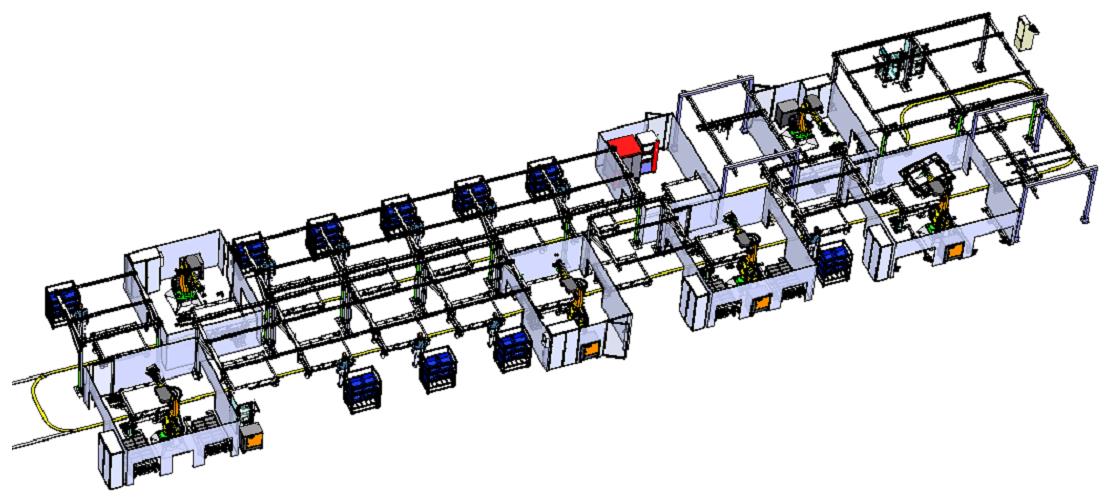
AGV輸送方式產(chǎn)線(xiàn)
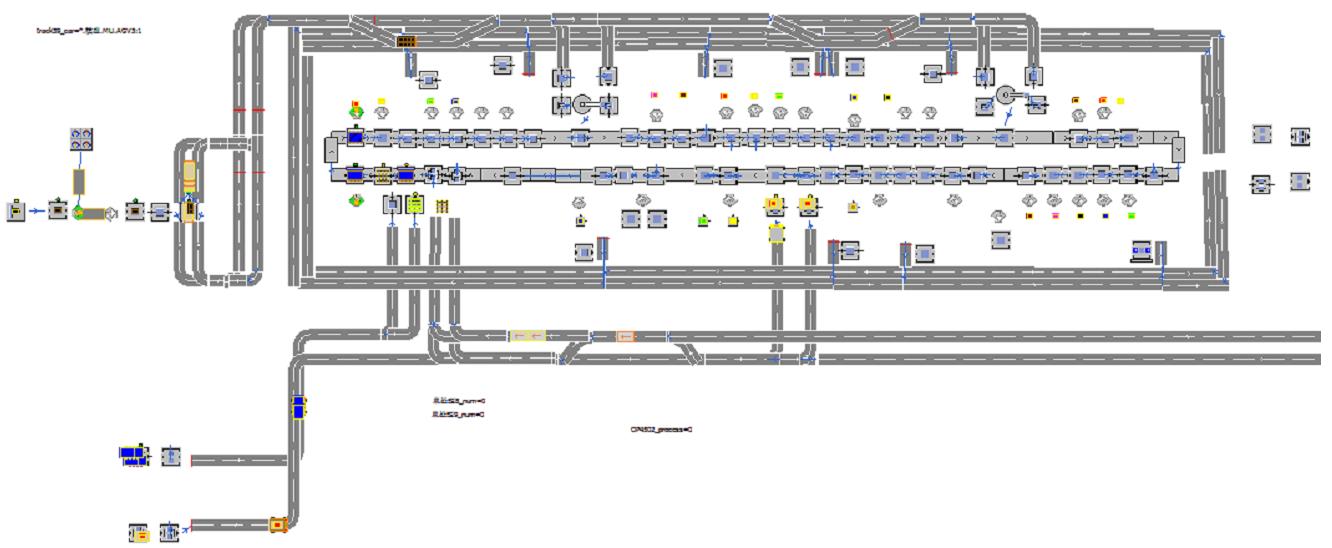
AGV產(chǎn)線(xiàn)物流仿真模擬
2、輸送線(xiàn)+托盤(pán)的模式
滾筒線(xiàn)/輥道摩擦線(xiàn)/倍數(shù)鏈輸送線(xiàn)

輸送線(xiàn)方式產(chǎn)線(xiàn)
左-倍數(shù)鏈 右-摩擦輥道線(xiàn)
小結(jié)
隨著動(dòng)力電池行業(yè)發(fā)展的逐漸成熟,電池PACK模塊化技術(shù)必將越來(lái)越成熟。電池PACK技術(shù)的發(fā)展,涉及到多學(xué)科、多領(lǐng)域的知識(shí),需要跨學(xué)科的技術(shù)融合。總而言之,車(chē)企想要最終規(guī)模化的生產(chǎn)出壽命、穩(wěn)定性、可靠性、安全性都完全符合新能源汽車(chē)級(jí)要求的PACK產(chǎn)品,還需要大量的工程實(shí)踐和測(cè)試驗(yàn)證,以及產(chǎn)品不斷優(yōu)化升級(jí)的過(guò)程。
來(lái)源:聯(lián)贏激光






