
導讀:電動化是汽車發展的趨勢之一,新能源汽車將是汽車行業未來主要研究對象。傳統汽車的車身多以鋼制零件為主,主要包含沖壓工藝、焊接工藝、涂裝工藝、總裝工藝等四大工藝。隨著新能源汽車對能量密度要求的提升、續航里程的要求提升日益迫切,鋁合金、復合材料等輕質材料在汽車中的應用也越發廣泛。
以鋁合金為例,變形鋁合金、鑄造鋁合金在汽車車身如:防撞梁、關鍵接頭、縱梁、減震塔包等區域多有應用,這些新的材料不僅帶來新的結構,還帶來了新的成型工藝、新的連接工藝。
本文面向新能源汽車的車身,研究、論述壓鑄鋁合金材料、壓鑄鋁合金工藝、鋼鋁零部件之間的連接,分析行業未來的發展趨勢,以便更好地支持汽車的開發設計與制造工作。
一、壓鑄工藝及鋁合金材料
汽車輕量化是目前汽車行業的共同研究課題。
對于整車輕量化,不同的零部件都可以有不同程度的貢獻,車身的輕量化是其中的一個重要環節。
鋁合金材料具有輕質、可回收和易成型的特點,根據經驗總結,鋁制汽車零部件可以比鋼制汽車零部件減輕質量達30%~40%。
鋁合金壓鑄工藝與鋁合金擠壓工藝、鋁合金沖壓工藝一道被廣泛應用于汽車、航空、機械等行業。
我國已成為世界壓鑄大國,并持續進行結構升級,精密壓鑄件占比逐漸提升。
目前,汽車中鋁合金壓鑄件用量占比80%左右,鋁合金擠壓件和鋁合金沖壓件各占10%左右。
精密壓鑄件大量應用在汽車發動機、變速箱、傳動系統、電子控制系統中,隨著大型壓鑄設備的出現,某些車型的車身關鍵總成也出現了采用一體壓鑄的案例,在汽車輕量化趨勢下鋁合金鑄件得到了快速的發展。
1.1 壓力鑄造工藝
壓力鑄造主要分為高壓鑄造、低壓鑄造、差壓鑄造等。不同壓鑄成型工藝有所區別,因此成型的設備、成型的效果也有所區別。
其中,低壓鑄造與差壓鑄造多用于發動機、底盤區域,而高壓鑄造因為生產效率高,能夠將零件的壁厚做得較薄,因此在汽車車身中的運用越來越多,是未來幾年行業的主要研究對象。
高壓、高速是高壓鑄造方法與其他鑄造方法的根本區別,也是重要特點。壓鑄的壓力鑄造與傳統重力鑄造的對比如表1所示。
1.2 壓鑄材料
純鋁的力學性能無法滿足汽車零部件的開發要求, 必須添加Fe、Mg、Si、Cu、Zn等合金,因此壓鑄鋁合金主要形成了Al-Si(Al-Si-Cu、Al-Si-Mg)Al-Cu、Al-Mg與Al-Zn四個系列。
其中:
-
Si的添加可提高合金的工藝流動性能,降低熱裂傾向,提高零件的耐蝕性與熱導率,提高材料的氣密性;
-
Mg的添加能夠增加鋁合金壓鑄件的抗拉強度、硬度和耐腐蝕性;
-
Cu的添加可以提高鋁合金的強度、硬度和耐熱性;
-
Fe的添加有利于壓鑄件脫模。不過需要指出的是,相關的合金元素的添加,必須在合理的比例范圍內,否則容易導致缺陷。
以Fe元素為例子,過量Fe 元素會降低合金的塑性,因此最好將其比例控制在0.8%以下。
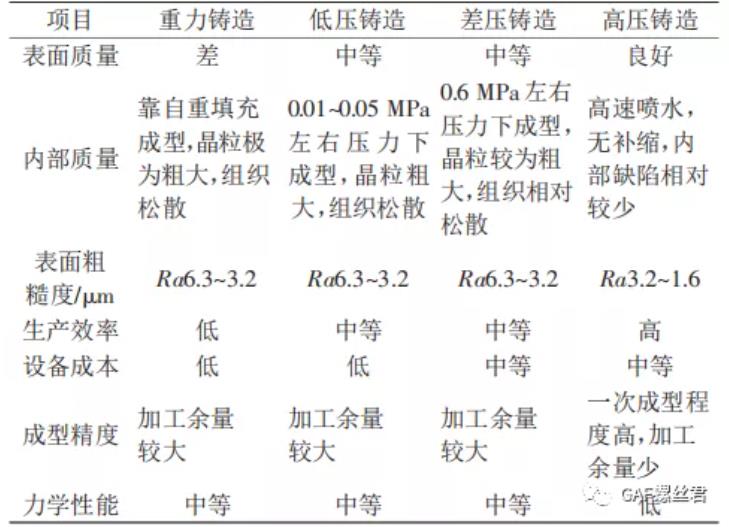
表 1 重力鑄造與壓力鑄造的對比
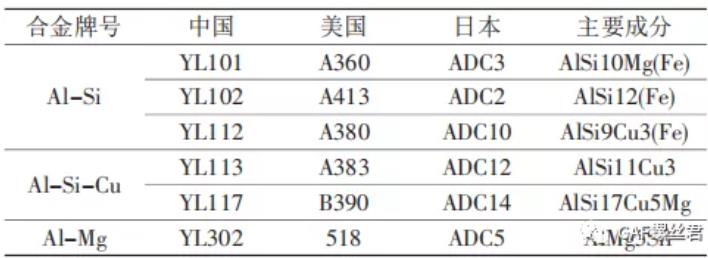
表 2 主要壓鑄合金材料牌號及其成分
材料學屬于基礎學科,對于壓鑄材料國外已有諸多研究。
國內學者胡祖麟、重慶大學賈從波、上海交通大學丁文高等許多團隊對合金元素配方及工藝開展深入研究,已開發出抗拉強度與伸長率高達369 MPa與8.47%的壓鑄材料,為壓鑄鋁合金在新能源汽車車身中的運用打下了基礎,便于日后的大規模產業化運用。
二、一體化大型車身零件的開發
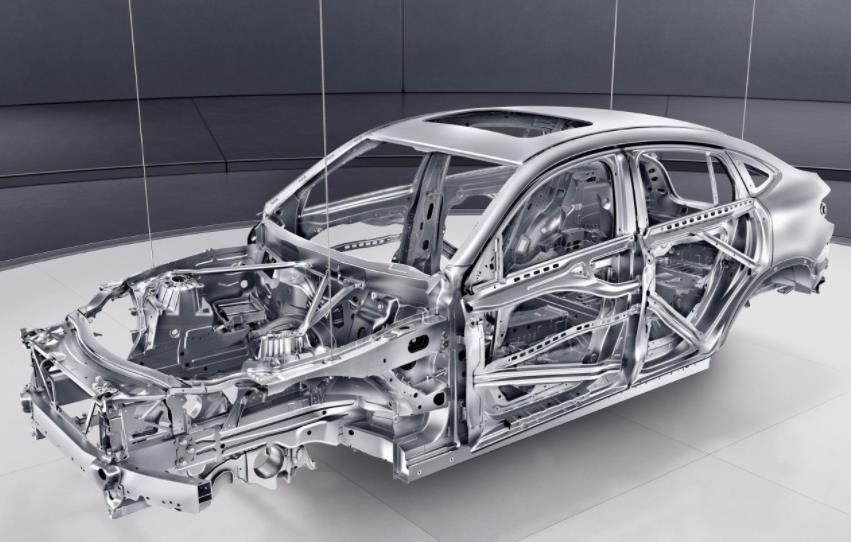
新能源汽車車身在輕量化設計需求的驅動下,車身關鍵零件朝著薄壁、高性能、大型化等方向發展,壓鑄技術在汽車從小件逐步往大型化、一體化的大件發展。

圖 1 汽車壓鑄鋁合金減震塔
普通壓鑄的缺陷難以控制,在前期一般在車身中運 用 在 減 震 塔 、 ABC柱 接 頭 、縱梁連接處等接頭 部位。
隨著材料 升級、工藝優化、設備智能化大型化的發展及大型壓鑄模具的技術成熟,以特斯拉為代表的理念先進企業正在越來越多地嘗試將車身的零件進行合并,由沖壓+焊接工藝改成一體壓鑄成型的工藝。
一體式壓鑄成型對于制造來說可以減少工廠的建造時間、縮短運營成本、降低制造成本及模具數量等,能夠降低所有制造環節的成本。
除此以外,還可以大幅降低開發人員、管理人員的數量。
另外,對于車身而言,一體化的制造不會產生異響,也減少了沖壓和焊接的工作,減少制造的環節,質量更加容易控制。
基于仿生學與拓撲優化技術,設計人員可根據性能設計出薄壁、復雜結構,結合真空高壓鑄造工藝,特斯拉通過6000t的壓鑄機實現了將原先車體的70個零件逐步 合并至1~2個大型零件。
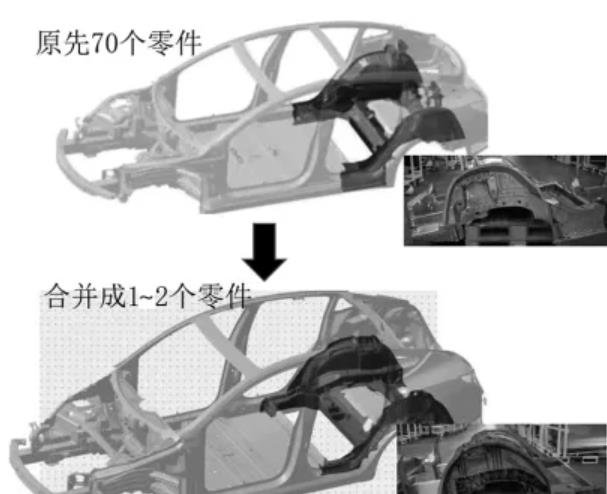
圖 2 特斯拉一體壓鑄鋁合金大型零件
目前已經投入量產的相關設備廠主要有力勁、布勒、 Idra等,尤其力勁的6000t壓鑄機,被特斯拉大規模采購。
同時,特斯拉采購的意大利公司Idra8000t的壓鑄機也有望短期內交付使用。屆時,新能源汽車車身的零部件將向更加大型化、一體化發展。

圖 3 力勁6000t壓鑄機
三、鋼鋁連接
鋁合金零部件在車身中的運用目前仍然集中在車身的下車體。鋁合金的抗拉強度與高強鋼、超高強鋼相比仍有較大的差距,加之低速碰撞需要考慮維修成本與維修的便利性,鋼在車身中的運用將長時間繼續存在,“合適的材料出現在車身合適的部位”,性能、輕量化、成本三者會形成折中與妥協。
鋼鋼連接所涉及的電阻焊、氣體保護焊等工藝,由于 鋼和鋁的導電率、熱傳導率等物理特性相差甚遠也不適用于鋼件與鋁件的連接。
膠粘、熱熔自攻絲鉚接(FDS)、自沖鉚接(SPR)及螺栓連接等工藝是鋼鋁連接的可行工藝,這些冷連接方法 屬于機械連接,避開熱連接(焊接)所要求的物理參數一致的問題。
自沖鉚連接的工藝過程,包括4個階段:夾緊→沖裁→ 擴張→沖鉚。
自沖鉚接類似于傳統的電阻焊,是一個雙面連接的工藝,目前最常用的釘子是3 mm和5 mm兩種直徑規格。
除了鋼鋁連接,自沖鉚接也可實現鋁鎂、鋁鋁、 鎂鋼等金屬材料之間,以及金屬與非金屬材料之間的同質材料、異質材料雙層或者多層連接。
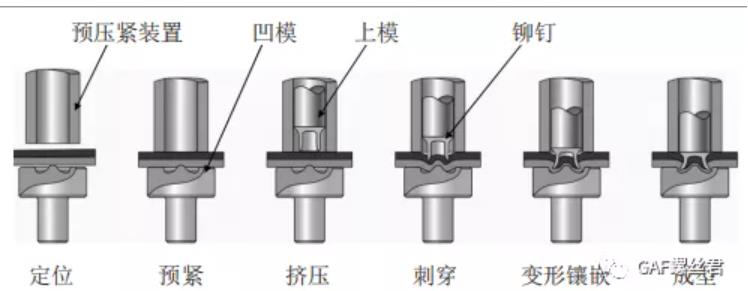
圖 4 自沖鉚接的連接過程示意圖
自沖鉚接對于連接點處需要保留雙側的進槍空間 (無法應用于封閉型腔),可滿足大部分鋼鋁零件的連接場景。
而對于封閉的型腔,無法雙側進槍,如門檻處一般使用熱熔自攻絲鉚接(FDS)技術進行連接。
熱熔自攻絲鉚接工藝過程包括6個階段:旋轉(加熱)→穿透→通孔→ 攻螺紋→擰螺紋→緊固,是一種單面連接工藝,實質上是一種自攻螺絲,要求與鈑金進行螺接,故熱熔自攻絲鉚接工藝對平面的平面度有一定的要求,目前主要用于平面與平面的連接。
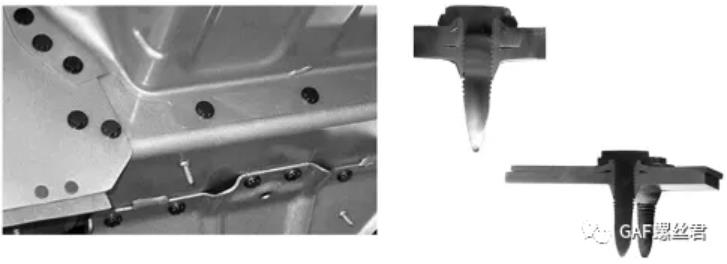
圖 5 熱熔自攻絲鉚接效果
熱熔自攻絲鉚接、自沖鉚接的使用,一般需要配合粘膠。膠接除了輔助提升連接強度外,也可避免異種材料之間的電腐蝕,少部分通過通過螺栓連接,可滿足車身鋼件、鋁件的可靠連接。
四、總結
鋁合金材料的不斷發展,力學性能逐步提高,配合壓鑄工藝,使得其在新能源汽車車身中的運用將是未來的一個趨勢。
超大型壓鑄機、先進模具的出現,進一步促進了鋁合金零件由小型、單一往大型、一體化零件發展,配合合適的連接工藝,一體化鋁合金壓鑄零件在新能源汽車車身中已初試牛刀,展露鋒芒,提升了制造效率也促進了新能源汽車輕量化水平的提升。
未來,將有更多整車廠在更多車型車身中嘗試采用一體化大型鋁合金壓鑄件。
來源:GAF螺絲君 作者:上汽通用五菱股份有限公司 李福貴






